Please note that this information represents guide values which must be adapted to the individual cases.
Workpiece oversize
up to 0.01 mm
Tool preclamping
up to 2 mm
Lubrication
emulsion or oil; filtration of the lubricant (<40µm) can improve the surface quality and the tool life
Pre-machining of workpiece
Surface roughness up to 15 µm
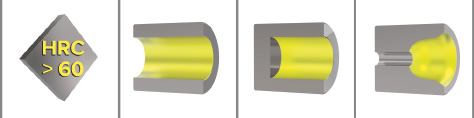
Maximum hardness of workpiece
65HRC
Speed
up to 100 rpm
Feed rate
0.05 - 0.2 mm/rev
Tip
When setting up and trying out a tool, the speed can be considerably reduced, however the feed rate per rotation is not to be decreased. Even when conducting roller burnishing under unfavorable conditions, e.g. when using high-strength materials, with insufficient lubrication, it is advisable to reduce the speed.