|
单辊滚光刀(滚压刀),模块化系统 |
|
|
|
|
|
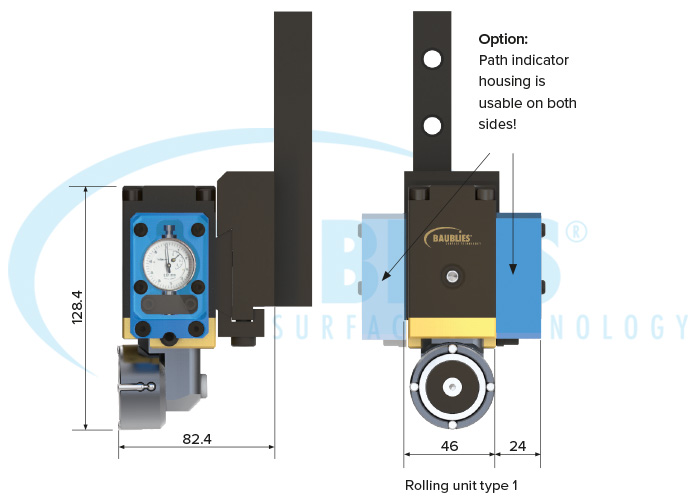
外径模块化单辊滚光刀(滚压刀) |
|
|
|
技术数据(请注意,此信息仅供参考) |
|
加工位置 |
|
轴和端面 |
|
刀具直径 |
|
最小Ø10mm |
|
滚压速度Vc |
|
最高150m/min |
|
辊子数量 |
|
单辊加工 |
|
滚压量 |
|
最高1.5mm |
|
进给速度 |
|
0.05~0.3mm/rev |
|
工件余量 |
|
0.01~0.03mm |
|
冷却 |
|
油或乳化液 |
|
工件预处理 |
|
车削后表面粗糙度达到Rz5 - 15 µ |
|
内径模块化单辊滚光刀 |
|
|
|
技术数据(请注意,此信息仅供参考) |
|
加工位置 |
|
轴和端面 |
|
刀具直径 |
|
Ø1.5 - 7.8mm |
|
滚压速度Vc |
|
最高100m/min |
|
辊子数量 |
|
直径1.5 - 2.8 mm x 3pcs; 直径3.0 - 7.8 mm x 4pcs |
|
刀具调整范围 |
|
+ 0.1 ~ - 0.2 mm |
|
滚压力 |
|
- 0.01 ~- 0.02 mm |
|
进给速度 |
|
0.2~0.5mm/rev |
|
工件余量 |
|
0.005~0.01mm |
|
冷却 |
|
油或乳化液 |
|
工件预处理 |
|
车削或磨削后公差范围保证在j6以内,表面粗糙度达到Rz5 - 15 µ |
视频演示1
视频演示2
视频演示3
视频演示4

