
Ferro-Tic碳化钛在铜挤压工艺中的优异表现
文章来源:深圳联欧贸易有限公司 发布时间:2026-07-15 点击量:26 次
文章来源:美国Ferro-Tic公司,深圳市联欧贸易发展有限公司
铜挤压是一种现代制造业中的基本工艺,它能够生产出具有高强度、耐腐蚀性的零部件,这些零部件广泛应用于电力、汽车和建筑等行业。本文探讨了铜挤压工艺、关键技术、类型、优势、挑战以及在重要行业中的应用情况,还包括了相关创新成果。

什么是铜挤压工艺?
挤压工艺是通过将铜及其合金材料强制通过具有固定截面轮廓的模具来制成各种形状。利用液压活塞、螺旋机构或机械压力机施加压力,使材料变形并制成连续或半连续的型材。虽然金属、聚合物和陶瓷都可以进行挤压加工,但铜的延展性、耐腐蚀性以及良好的热导性和电导性使其成为理想的材料选择。该工艺能够制造出复杂的几何形状,实现高精度加工,同时还能以最小的材料浪费实现大批量生产。
铜挤压工艺中的关键步骤
铜挤压工艺包含多个步骤,以下部分将详细介绍这些步骤。
坯料制备
铜挤压工艺从坯料的准备开始。坯料是一种由纯铜或铜合金(如黄铜或青铜)制成的圆柱形金属块。坯料是由熔融的铜铸成的,这样可以确保材料成分的一致性。为了消除内部应力并使晶粒结构均匀,需要对坯料进行均质化处理。这种热处理工艺是将坯料加热到 500-700℃,然后保持这个温度数小时。经过均质化处理之后,坯料会被精确切割成与挤压机产能相适应的长度,通常范围为 300 毫米到 1500 毫米。这一步骤确保了材料在变形过程中的稳定性,从而避免了裂纹或流动不均匀的问题。
加热坯料
坯料会被加热到 700℃到 900℃之间,具体的温度取决于铜的纯度以及挤压方式。加热过程在可控环境的炉子中进行,这样可以使金属变软,从而降低其流动应力(即抗变形能力),从而便于进行高效的成型处理。加热过程中会在惰性气体环境(氮气或氩气)或真空中进行,以防止氧化现象的发生,因为氧化会损害表面质量和导电性能。采用先进的炉子,如感应炉或燃气炉,可以通过热电偶来确保温度的精确均匀性(±5℃)。避免过热有助于防止部分熔化,从而避免影响材料的结构完整性。
上料和挤压设置
在加热之后,坯料会被送入挤压机中。挤压机由液压活塞、圆柱形容器和模具组成。模具由硬化工具钢或碳化钨制成,其形状会根据最终产品的截面要求进行加工,比如圆形棒材或空心管状制品。对于空心形状的产品,则会使用芯轴来形成内部空腔。坯料被装入容器中后,液压活塞会施加轴向力。此外,还会使用润滑剂,如玻璃粉(用于热挤压)或石墨(用于冷挤压),以减少坯料与容器壁之间的摩擦。
挤压(将坯料推进模具)
液压锤可以产生 100-1500兆帕的压力,将坯料压入模具中。在直接挤压过程中,液压锤将坯料压在静止的模具上,这会导致摩擦和热量的产生。而在间接挤压过程中,模具则朝向坯料移动,从而将摩擦系数降低30-50%,这使得该工艺非常适合加工较软的合金材料以及复杂的形状。在挤压过程中,铜材会发生塑性变形,其晶粒结构会沿着挤压方向排列。挤压比(初始坯料面积÷最终产品面积)会影响材料的机械性能。当挤压比为10:1到100:1时,晶粒结构会得到优化,从而提升材料的抗拉强度和导电性。挤压出的产品以5-50米每分钟的速度从模具中出来,具体速度取决于产品的复杂程度。
冷却和淬火
当挤压出的铜材从模具中出来后,会迅速冷却以稳定其微观结构。热挤压出的产品会在水或空气中淬火,以固定细粒结构,从而防止晶粒生长并提高机械性能。冷挤压出的产品则在空气中自然冷却,以避免热冲击。冷却速度需要精确控制——过快的冷却会产生残余应力,而冷却过慢则可能导致硬度下降。使用滚压整平机或拉伸机可以对挤压出的产品进行整形,从而纠正因冷却不均匀或变形造成的弯曲问题。
挤压加工后处理
在整理完成后,产品会被用高精度锯子或液压剪进行切割成所需的长度。那些经过冷压制成的部件可能需要经过400-700℃的温度下退火处理,以释放残余应力,同时恢复其延展性。此外,表面处理如抛光、电镀(镍或锡涂层)以及钝化处理,也能提高产品的抗腐蚀性和美观度。
质量控制与检验
这被视为挤压加工中最关键的一步。为了确保产品的完美质量,会进行严格的质检工作,具体步骤如下:
• 尺寸检测:使用激光扫描仪或坐标测量机来确认公差在±0.1毫米范围内。
• 机械性能测试:拉伸强度测试和罗克韦尔硬度测试结果表明,产品符合 ASTM B124标准的要求。
• 非破坏性检测(NDT):超声波或涡流检测可以发现内部缺陷,如空洞和裂纹。
• 导电性测试:采用四点探针法来测量导电性,这一方法适用于母线和绕组等应用场景。
最终产品
最终得到的产品是一种高性能的铜制品,完全符合工业需求。例如,这类产品包括导电率为98%的电气连接器,以及具有抗腐蚀性的管道管件。这一从材料选择到制造过程的整个流程结合了材料科学、精密工程学以及可持续性理念——因为废铜完全可以再次回收利用,用于后续的挤压加工。
铜材挤压方法的种类
铜挤压工艺包括多种不同的技术,每种技术都针对特定的工业需求、材料特性以及产品要求而设计。
热挤压工艺
热挤压是一种常用的铜材加工方法,它在 700℃到 900℃的高温下进行。这一温度低于铜的熔点1085℃。该方法非常适合制造复杂的截面形状,比如空心管、散热片或多通道条状材料。
冷挤压工艺
冷挤压是在室温或接近室温的条件下进行的,通过施加极高的压力(高达 2000 兆帕)来使铜坯变形。这一过程会导致材料硬化,从而增强材料的强度和硬度,同时不会完全破坏其延展性。冷挤压非常适合制造诸如电气连接器、紧固件以及小直径杆件等零件。
静力挤压法
流体压力挤压技术利用加压流体(油或油脂)将零件包裹起来,从而施加均匀的压力,同时消除零件与容器壁之间的直接接触。这样可以最大限度地减少摩擦,从而能够制造出复杂的形状,如多腔管或微通道结构。
冲击挤压
冲击挤压工艺是通过用高速冲头撞击铜坯来制造空心、薄壁零件,如杯子或罐头等。铜坯被放入模具中,冲头迫使材料向上流动,从而形成无缝的零件。这种工艺通常在低温或温温度(200-400℃)下进行,以平衡延展性和能源效率。该方法非常适合生产轴对称零件,如电池外壳或保护盖等。
连续挤压工艺(Conform工艺)
连续挤压工艺是将铜线或铜材送入带有凹槽的旋转轮中,通过摩擦使材料升温。加热后的铜材随后被挤出固定不动的模具,从而可以生产出无限长度的产品,如棒材或带材。
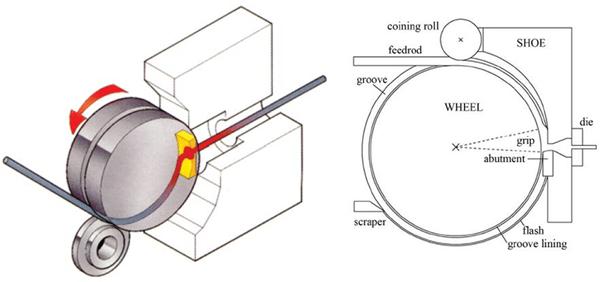
来源:ResearchGate
温式挤压工艺
温压工艺填补了热压法与冷压法之间的空白,其加工温度在200-600℃之间。这种工艺适用于需要中等强度且具有一定可成型性的中等复杂程度的产品,例如汽车制动管或暖通空调管道等。
铜挤压工艺的优势
挤压加工是现代制造的重要技术之一,它提供了独特的优势,使得该工艺在各个行业中都不可或缺。铜挤压加工的优势包括:
• 能够生产接近净形的零件,从而最大限度地减少材料的切除量和废品的产生。
• 在成型复杂横截面型材方面表现优异,此类构件采用常规加工手段难以完成制备。
• 这种工艺能够调整并优化铜的晶格结构,从而提升其机械性能,如强度和电导率。
• 适用于多种材料,包括铝、钢、黄铜、聚合物和陶瓷等,因此为制造商提供了丰富的适用性。
• 允许使用100%回收的废料进行挤压加工,从而符合全球可持续发展的目标。
• 能够产生光滑的表面,从而减少了后处理的需求,同时降低了生产成本。
挤压铜制品的应用
铜挤压工艺在多个行业中都起着至关重要的作用,以下章节将详细阐述这一点。
电气与电子工程
• 母线和导体:高导电性可以最大限度地减少能量损耗。
• 散热片:能够有效散发电子设备中的热量,例如中央处理器和电源转换器等设备的热量。
• 连接器和接线端子
• 电缆和电线
建筑与管道工程
• 管道管件:采用耐腐蚀且耐用的铜管制成。
• HVAC系统:热交换器和制冷装置中使用了挤压出的铜管。
汽车工业
• 散热器与冷却系统
• 制动管线
电信与通讯
• 同轴电缆:通过挤压工艺制造的铜屏蔽层和导体,确保了高频通信网络中信号的完整性。
• 光纤组件:铜质挤压外壳能够保护并固定光纤电缆。
Marine 海洋
• 海水淡化厂
铜挤压过程中的挑战与注意事项
挑战
考虑因素
高温下的氧化作用
使用氮气或真空加热方法来减少氧化现象
模具的磨损
使用经过硬化处理的工具钢或碳化钨模具,同时采用耐磨涂层来处理该材料
维度精度误差
实施精确的温度控制,同时配备实时监测和反馈系统
材料浪费
优化坯材设计,回收废铜,同时提高工艺效率
优化合金成分,回收废料,实现工艺自动化,以减少人力需求
退火后进行挤压加工;控制挤压速度和压力,以减少变形
高能耗
采用节能型炉具;采用混合式挤压工艺。
快速冷却效果
通过水冷却、空气冷却或可控的环境冷却方式来
控制冷却速率。
表面缺陷/裂纹
确保燃料的清洁度以及加热的均匀性。
材料中的杂质
使用高纯度铜进行挤压加工,同时对所使用的原材料
进行精炼以去除杂质。
经济成本
优化合金成分,回收废料,实现工艺自动化,
以减少人力需求。
环境影响评估
转向可再生能源;实施闭环回收体系
铜挤压技术的创新成果
用于模具设计的增材制造技术
• 3D 打印模具:激光粉末烧结技术和粘结剂喷射技术使得具有复杂几何形状的模具能够快速成型。因此,模具的制造周期可以缩短50-70%。
• 材料创新:这些由高温合金制成的刀具,如耐磨损的钢与TiC复合材料的组合体,能够抵抗磨损和热疲劳。因此,其刀具的使用寿命可延长 30%。
先进材料科学
• 高强度铜合金:经过纳米工程设计的 Cu-Cr-Zr 和 Cu-Ni-Si 合金,其抗拉强度超过 600兆帕,非常适合用于航空航天和电动汽车领域。
• 石墨烯涂层铜:具有更高的导电性(提高105%的IACS 值),同时具备良好的抗氧化性能,适用于高频电子器件。
混合挤压技术
• 摩擦搅拌挤压工艺:该工艺将挤压与固态焊接技术相结合,可用于连接不同金属,例如用于电动汽车电池中的铜铝接头连接。
• 微挤压技术:通过使用超细模具和静压技术,可以制造出亚毫米级的部件,例如微通道散热片。
铜挤压模具的先进工具材料:Ferro-TiC® HT-6A
HT-6A 是一种先进的金属基复合材料,专为应对极端操作环境而设计。该材料由28%的超硬碳化物颗粒组成,这些颗粒均匀分布在镍基粘合剂中。这种材料兼具出色的耐磨性、热稳定性和抗腐蚀性。其双相结构使得材料在硬度(以提高耐磨性)和韧性(以增强抗断裂能力)方面达到完美平衡。因此,它无疑是高温铜挤压模具的理想解决方案。
• 机械性能:HT-6A具有出色的机械性能,非常适合高要求的挤压加工环境。其横向断裂强度可达 191,000psi,抗压强度为 285,000psi,抗拉强度为 153,000psi。此外,该材料能够在高应力条件下保持稳定,不会发生失效。其独特的机械性能之一是在使用后硬度会提升,硬度可达 59-63HRC,这不仅提升了耐磨性,还保持了良好的抗断裂能力。
• 热稳定性:HT-6A具备优异的热稳定性,这对高温铜挤压工艺至关重要。
它的热膨胀系数(CTE)在70-900℉区间为6.09×10⁻⁸in/in/°F,在70-1800℉区间升至7.38×10⁻⁸in/in/℉,即便在极端热循环条件下也能将尺寸变化控制在极低水平。
这种低热膨胀系数可避免模具翘曲或公差不匹配,在长期暴露于最高1800℉(982℃)的环境中时,仍能将精度维持在±0.1毫米。
此外,该材料在热处理过程中的线性尺寸变化仅为-0.014%,几乎可忽略不计,因此在反复的加热和冷却循环中都能保持几何完整性。
如果您想了解更多关于Ferro-Tic HT-6A材料的信息,或者想了解我们其他独特产品的详情,请今天就联系我们吧。电话:137 9447 6829,Email:zorro@euro-me.com